Posted by Gordon England (62.252.0.12) on 18:21:30 07/02/05
In Reply to:Re: HVOF Diamaloy 3007 Chrome Carbide posted by Hong Wei Wang
: : How much can the spray be angled from the substate and maintain an acceptable coating ie. 90 degrees (normal to coated surface)down to 30 degrees What kind of adhesion can be expected (presently testing at 12,000 psi plus at 90 degrees)at the various angles down to 30 degrees. Substrate IN718.
: _______________
:
: This may be an over-amplified simplification but I am still putting forth for discussion purposes -
: 1. say if we are thinking about the adhesion as to be mesured by direct pull-off test, we can reasonabally assume that within a certain range, we can take it that the tesile stress needed to separate the coating from the base is directiontly proportional to the kinetic energy of the sprayed power term 1/2(mv)^2 at 90o angles. Thus, at an oblique angle of spraying, this term is substituted by 1/2(mv)2 sin^2(theta). In this very simple approach, a straight answer can be obtained. e.g. for a 30o angle spay, the direct pull-off strength would be 1/4 of that from a 90o-angle spray, or 3000 psi as opposed to the 12,000 psi you quoted.
:
: 2. How effective is this simple approach, I would be very interested in knowing any practical testing results.
:
: 3. Further, if we are thinking of the shear strength at the interface, the variation of angles would seem to have too much influence. The reasoning is that no matter whether the shear (coating-substrate relative sliding) is caused by the yielding of the substrate asperities or the yielding of the coating "inverted" asperities in contact along the grit-blasted bondline, as long as there is enough coating deposits in the geometrical valleys of the pre-blasted profile ( which won't seem to vary with spray angles), the total shear resistance of all the asperities in contact should be largely invariable - again, this is highly hypothetical.
:
: Hope this will bring more discussion.
:
: Hong-Wei Wang
: Greenhey Engineering Services, UK
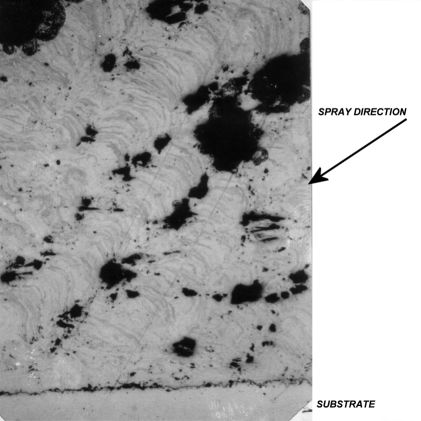
Generally, I have found with HVOF, coatings are of acceptable quality (depending on definition of acceptable)when sprayed above 45 degrees relative to substrate. Below 45 degrees quality dramatically degrades, mainly due to shadowing effects. Although the attached image is of a copper coating sprayed with combustion powder spray process, it does show the onset of the shadowing problem at spray angles below 45 degrees.
Assuming you have a complicated shape where keeping the spray stream perpendicular to the substrate surface is not possible. In this case you could also have problems with unwanted build up of secondary or reflected coating material which can be even more detrimental than a low spray angle.
Usually looking at the changes in surface texture of the coating will give an indication to the severity of these effects.
Regards Gordon
Follow Ups:
 Please go to the new Surface Engineering Forum as this old message board is a read only archive. Please copy and paste relevant information or link to the page if you wish to reactivate a thread on the new forum.
Please go to the new Surface Engineering Forum as this old message board is a read only archive. Please copy and paste relevant information or link to the page if you wish to reactivate a thread on the new forum.

Introducing
Nature of Thermal Spray Coatings
Surface Engineering in a Nutshell
Surface Engineering Forum
Thermal Spray Gun Repair Service
Plasma Consumable Parts
Thermal Spray Powder Supplies
Applications:
Thermal Spray Coatings on Carbon and Glass Fibre Reinforced Polymers
HVOF Coating of Paper Making Roll
Abradable Coatings
Thermal Spray Processes:
Combustion Wire Thermal Spray Process
Combustion Powder Thermal Spray Process
Arc Wire Thermal Spray Process
Plasma Thermal Spray Process
HVOF Thermal Spray Process
HVAF Thermal Spray Process
Detonation Thermal Spray Process
Plasma Flame Theory
Cold Spray Coating Process
Wear and Use of Thermal Spray Coatings
Corrosion and Use of Thermal Spray Coatings
Glossary of Thermal Spray and Surface Engineering Terms
Image Directory for Thermal Spray Coatings
Plasma Gas Flow Information
Plasma Gas Flow Correction Calculator
Contact Form
Links to other interesting sites related to thermal spray and surface engineering
Reciprocal Links
Periodic Table of the Elements
SI Units
Calculators for Conversion between Units of Measurement
Hardness Testing
Surface Engineering Message Board Archive
Surface Engineering Message Board Archive Index
Photography Gallery2
Photography Gallery3
© Copyright Gordon England