

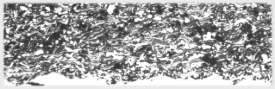
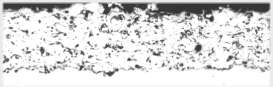
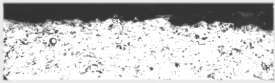
The photomicrographs above show fairly typical differences in microstructure of coatings produced by plasma spray and combustion powder ( flame ) spray processes and the effect of changing powder particle size.
Plasma sprayed coatings generally have finer, denser microstructures with less oxide inclusions than combustion powder (flame ) sprayed coatings. Plasma provides rapid heating, low particle flight time, more inert flame and higher velocity than combustion flame.
Generally, coarse powders produce a coarser and more open structured coatings with less oxidation than fine powders. This is mainly due to the differences in surface area of the powder particles exposed in the flame.

Introducing
Nature of Thermal Spray Coatings
Surface Engineering in a Nutshell
Surface Engineering Forum
Thermal Spray Gun Repair Service
Plasma Consumable Parts
Thermal Spray Powder Supplies
Applications:
Thermal Spray Coatings on Carbon and Glass Fibre Reinforced Polymers
HVOF Coating of Paper Making Roll
Abradable Coatings
Thermal Spray Processes:
Combustion Wire Thermal Spray Process
Combustion Powder Thermal Spray Process
Arc Wire Thermal Spray Process
Plasma Thermal Spray Process
HVOF Thermal Spray Process
HVAF Thermal Spray Process
Detonation Thermal Spray Process
Plasma Flame Theory
Cold Spray Coating Process
Wear and Use of Thermal Spray Coatings
Corrosion and Use of Thermal Spray Coatings
Glossary of Thermal Spray and Surface Engineering Terms
Image Directory for Thermal Spray Coatings
Plasma Gas Flow Information
Plasma Gas Flow Correction Calculator
Contact Form
Links to other interesting sites related to thermal spray and surface engineering
Reciprocal Links
Periodic Table of the Elements
SI Units
Calculators for Conversion between Units of Measurement
Hardness Testing
Surface Engineering Message Board Archive
Surface Engineering Message Board Archive Index
Photography Gallery2
Photography Gallery3
© Copyright Gordon England