HVOF
(High Velocity Oxygen Fuel) Thermal Spraying Process
The HVOF (High Velocity Oxygen Fuel) Thermal Spraying Process is
basically the same as the combustion powder spray process (LVOF) except
that this process has been developed to produce extremely high spray
velocity. There are a number of HVOF guns which use different methods
to achieve high velocity spraying. One method is basically a high
pressure water cooled HVOF combustion chamber and long nozzle. Fuel
(kerosene, acetylene, propylene and hydrogen) and oxygen are fed into
the chamber, combustion produces a hot high pressure flame which is
forced down a nozzle increasing its velocity. Powder may be fed axially
into the HVOF combustion chamber under high pressure or fed through the
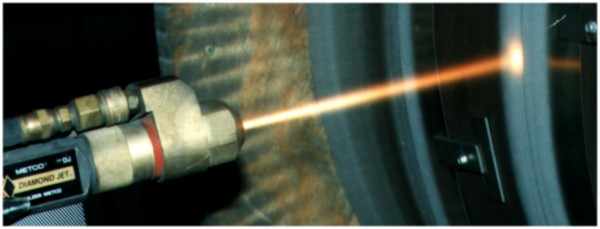
side of laval type nozzle where the pressure is lower. Another method
uses a simpler system of a high pressure combustion nozzle and air cap.
Fuel gas (propane, propylene or hydrogen) and oxygen are supplied at
high pressure, combustion occurs outside the nozzle but within an air
cap supplied with compressed air. The compressed air pinches and
accelerates the flame and acts as a coolant for the HVOF gun. Powder is
fed at high pressure axially from the centre of the nozzle.
The coatings produced by HVOF are similar to those produce by the
detonation process. HVOF coatings are very dense, strong and show low
residual tensile stress or in some cases compressive stress, which
enable very much thicker coatings to be applied than previously
possible with the other processes.
The very high kinetic energy of particles striking the substrate
surface do not require the particles to be fully molten to form high
quality HVOF coatings. This is certainly an advantage for the carbide
cermet type coatings and is where this process really excels.
HVOF coatings are used in applications requiring the highest density and strength not found in most other thermal spray processes. New applications, previously not suitable for thermal spray coatings are becoming viable.
